
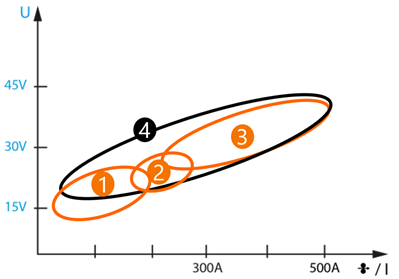
Podczas spawania metodą MIG/MAG sposób przenoszenia materiału pomiędzy drutem elektrodowym a jeziorkiem spawalniczym zmienia się wraz z prądem spawania. Tryb transferu łuku jest wybierany zgodnie z pozycją spawania, materiałem podstawowym i grubością materiału:
- Krótki łuk
- Łuk kulisty
- Łuk natryskowy
- Łuk pulsacyjny
Spawanie łukiem krótkim
Spawanie łukiem zwarciowym odbywa się przy małej ilości ciepła przy parametrach spawania 50-180 A i 15-23 V. Kontakt materiału dodatkowego z elementem spawanym powoduje zwarcie. W rezultacie końcówka drutu elektrodowego nagrzewa się i kropla jest przenoszona do jeziorka spawalniczego. Liczba zwarć na sekundę mieści się w przedziale 20-200, w zależności od parametrów spawania i rozmiaru drutu elektrodowego.
Spawanie łukiem kulistym
Spawanie łukiem kulistym jest uważane za etap pośredni między spawaniem łukiem zwarciowym a spawaniem natryskowym. W tej metodzie parametry wynoszą 180–260 A i 23–28 V. W spawaniu łukiem kulistym do przenoszenia materiału dodatkowego stosuje się zarówno transfer zwarciowy, jak i transfer natryskowy bez zwarć. Duże kropelki powstające podczas przenoszenia materiału wypełniającego powodują nadmierne rozpryski. Zwykle podejmuje się kroki, aby uniknąć zasięgu łuku kulistego.
Spawanie łukiem natryskowym
Spawanie łukiem natryskowym odbywa się przy dużym obciążeniu cieplnym, gdy parametry spawania przekraczają 260 A i 28 V. W spawaniu łukiem natryskowym materiał dodatkowy przedostaje się do jeziorka spawalniczego w postaci natrysku bez zwarcia. Wysokie napięcie łuku topi kroplę, zanim nastąpi zwarcie. W spawaniu łukiem natryskowym produkcja materiału dodatkowego jest wysoka i nie ma rozprysków, ale metoda ta nie nadaje się do spawania pozycyjnego.
Spawanie pulsacyjne
Zakres spawania pulsacyjnego obejmuje wszystkie zakresy mocy od niskich do wysokich. Podczas spawania pulsacyjnego przenoszenie materiału odbywa się bez zwarć. Zamiast tego maszyna wytwarza prąd pulsacyjny, przy czym każdy impuls powoduje wytworzenie pojedynczej kropli materiału wypełniającego. Spawanie pulsacyjne to wszechstronna metoda odpowiednia dla szerokiej gamy metali.
Procesy Kemppi MIG/MAG
Przegląd wszystkich procesów Kemppi MIG/MAG oraz opis stosowanego przez nie typu łuku.
Ręczny MIG
Podstawowy tryb sterowania z 2 pokrętłami, który działa z łukiem krótkim, łukiem kulistym i łukiem natryskowym.
1-MIG
1-MIG to synergiczny proces spawania, który wykorzystuje łuk zwarciowy, łuk kulisty i łuk natryskowy.
Dzięki 1-MIG możesz korzystać z funkcji spawania WiseFusion, WisePenetration+ i WiseSteel . WiseFusion adaptacyjnie dostosowuje napięcie łuku we wszystkich rodzajach łuku, aby utrzymać optymalną długość łuku krótkiego. WisePenetration+ zapewnia stały prąd nawet przy różnych długościach wystających końcówek.
WiseSteel ma zoptymalizowaną charakterystykę dla wszystkich typów łuków. W zakresie łuku zwarciowego proces WiseSteel mierzy częstotliwość zwarcia i adaptacyjnie dostosowuje napięcie. Jeśli na przykład częstotliwość zwarcia zaczyna spadać, napięcie jest adaptacyjnie obniżane, co z kolei powoduje wzrost częstotliwości.
Łuk kulisty jest rodzajem łuku rozpryskowego w spawaniu metodą MAG i zwykle należy go unikać. W procesie WiseSteel prędkość podawania drutu zmienia się z częstotliwością około 2 Hz między wartościami łuku zwarciowego i łuku natryskowego. Takie podejście gwarantuje, że średnia moc pozostaje w zakresie łuku kulistego, podczas gdy spawanie odbywa się krótkimi i natryskowymi łukami przez krótkie okresy czasu. Zakres łuku kulistego procesu WiseSteel wynosi około 200 amperów po obu stronach i jest odpowiedni dla blach o grubości od 4 do 5 mm.
W zakresie łuku natryskowego prąd spawania pulsuje z częstotliwością około 200 do 300 Hz, co poprawia wyrównanie i stabilność łuku nawet przy niskich napięciach łuku. W przypadku dążenia do wysokich prędkości spawania i niskiego dopływu ciepła kluczowe znaczenie mają dobre ogniskowanie łuku i niskie napięcie łuku (= krótka długość łuku). Zakres łuku natryskowego procesu WiseSteel zaczyna się od około 250 amperów. Nadaje się do spawania poziomo-pionowego i płaskiego blach stalowych o grubości 5 mm lub większej.
Puls i D Puls
Pulse i Dpulse to synergiczne procesy spawania, które działają w obszarze łuku pulsacyjnego. Pulse umożliwia korzystanie z funkcji spawania WiseFusion i WisePenetration+ . Dzięki DPulse możesz korzystać z funkcji spawania WiseFusion .
WiseRoot+ i WiseThin+
WiseRoot+ i WiseThin+ to synergiczne procesy spawania, które działają w obszarze łuku zwarciowego. WiseRoot+ jest zoptymalizowany do spawania warstw graniowych materiałów ze stali i stali nierdzewnej. WiseThin+ jest zoptymalizowany do spawania cienkich blach stalą i stalą nierdzewną, a także do lutowania twardego metodą MIG.
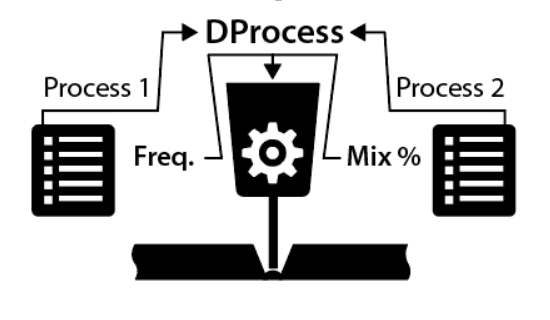
DProces
Mogą występować naprzemiennie dwa różne procesy spawania i poziomy mocy. Można używać 1-MIG, Pulse, WiseRoot+ i WiseThin+ .
Maksymalna prędkość
MAX Speed to synergiczny proces spawania działający w obszarze łuku natryskowego. Jest optymalny do spoin pachwinowych ze stali i stali nierdzewnej o grubości blachy 3-8 mm. Wykorzystuje pulsowanie o wysokiej częstotliwości i niskiej amplitudzie, dzięki czemu charakterystyka łuku jest krótka i gęsta energetycznie.
MAKSYMALNIE Fajne
MAX Cool to synergiczny proces spawania, który działa w obszarze łuku zwarciowego. Jest zoptymalizowany do spawania warstw graniowych i cienkich blach ze stalą i stalą nierdzewną, a także do lutowania twardego metodą MIG.
MAKSYMALNA pozycja
Pozycja MAX to synergiczny proces spawania zoptymalizowany pod kątem spoin pachwinowych skierowanych pionowo w górę przy grubości blachy 4–12 mm. Wysokie i niskie cykle mocy spawania występują naprzemiennie, a tryb transferu łuku to zawsze łuk impulsowy do spawania stali nierdzewnej i aluminium. W przypadku spawania stali niska moc spawania to łuk zwarciowy, a duża moc to łuk impulsowy.